服務(wù)熱線189 0152 2222
0510-83076068
服務(wù)熱線189 0152 2222
0510-83076068
熱門關(guān)鍵詞:焊管,焊接鋼管,焊管廠,Q345B焊管,Q235B焊管,Q355B焊管,低合金焊管,冷軋焊管-小口徑焊管無錫焊管廠,無錫焊管廠家,焊管廠家
189 0152 2222
0510-83076068
固一話:0510-83076068 賀部長
固二話:0510-83076658 孫經(jīng)理
固三話:0510-83079997 李經(jīng)理
固四話:0510-83079993 賀經(jīng)理
固五話:0510-83079994 高經(jīng)理
傳真:0510-83079997
手機(jī):189 0152 2222(總經(jīng)理)
手機(jī):133 3878 6068賀部長( 廠長)
手機(jī):133 8220 6068孫經(jīng)理(開單處)
手機(jī):133 7366 1878高經(jīng)理(倉庫)
上網(wǎng)洽談工具:QQ 473334606
郵箱:473334606@qq.com
地址:無錫市-惠山區(qū)-錢橋鎮(zhèn)-(西章工業(yè)園-惠澄大道77號)百利源鋼管廠
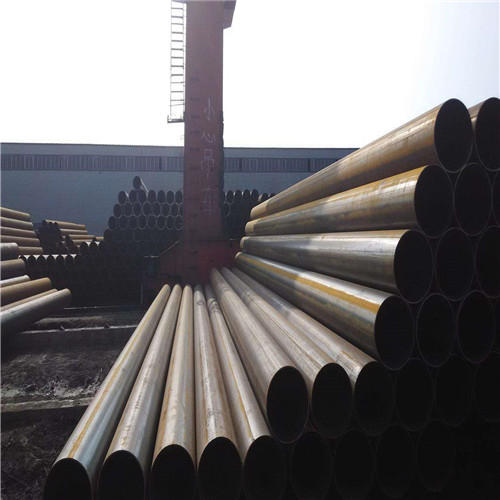
焊接鋼管的生產(chǎn)工藝
焊接鋼管是指用鋼帶或鋼板彎曲變形為圓形、方形等形狀后再焊接成的、表面有接縫的鋼管,焊接鋼管采用的坯料是鋼板或帶鋼。
丁字焊接鋼管中含Ni時在酸性環(huán)境中耐蝕性強(qiáng),在含有硫酸或者鹽酸的環(huán)境中,丁字焊接鋼管中Ni的含量越高則耐蝕性越強(qiáng)。在一般的環(huán)境下,只需在丁字焊接鋼管中添加Cr就可以防止發(fā)生侵蝕的現(xiàn)象。鋼帶邊緣狀況不佳是造成錯邊的另一重要原因。質(zhì)量流量、熱流密度以及結(jié)構(gòu)參數(shù)(螺旋曲率直徑和丁字焊接鋼管徑的比值Dc/D)的變化對立式螺旋管內(nèi)飽和泡狀沸騰換熱系數(shù)的影響。
丁字焊接鋼管在生產(chǎn)時,錯邊時有發(fā)生,其影響因素很多。在生產(chǎn)實踐中,往往由干錯邊超差而使鋼管降級。因此分析螺旋鋼管錯邊產(chǎn)生的原因及其預(yù)防措施是很有必要的。
由于不切邊鋼帶頭尾的形狀和尺寸精度較差,對接時易造成鋼帶硬彎而引起錯邊。模擬參數(shù)范圍:豎直管:管徑D=lOmm,管長L=660mm;三種立式丁字焊接鋼管:管徑D=10mm,丁字焊接鋼管曲率直徑和螺旋管徑的比值的變化分別為Dc/D=15,20,25,螺旋節(jié)距Pt=20mm,管長分別為L=503mm,L=660mm,L=817MM。質(zhì)量流量G=200~400Kg/(m'2·s),熱流密度q=5~15KW/m'2,飽和壓力p,飽和=0.414880MPa,飽和溫度T,飽和=283.15K。
焊接方法分類
螺旋焊接鋼管
按焊接方法不同可分為電弧焊管、高頻或低頻電阻焊管、氣焊管、爐焊管、邦迪管等。
電焊鋼管:用于石油鉆采和機(jī)械制造業(yè)等。
爐焊管:可用作水煤氣管等,大口徑直縫焊管用于高壓油氣輸送等;螺旋焊管用于油氣輸送、管樁、橋墩等。
按焊縫形狀分類
可分為直縫焊管和螺旋焊管
直縫焊管
生產(chǎn)工藝簡單,生產(chǎn)效率高,成本低,發(fā)展較快。
螺旋焊管
強(qiáng)度一般比直縫焊管高,能用較窄的坯料生產(chǎn)管徑較大的焊管,還可以用同樣寬度的坯料生產(chǎn)管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~100%,而且生產(chǎn)速度較低。因此,較小口徑的焊接鋼管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。
螺旋縫焊接鋼管分為自動埋弧焊接鋼管和高頻焊接鋼管兩種。
a、螺旋縫自動埋弧焊接鋼管按輸送介質(zhì)的壓力高低分為甲類管和乙類管兩類。甲類管一般用普通碳素鋼Q235、Q235F及普通低合金結(jié)構(gòu)鋼16Mn焊制,乙類管采用Q235、Q235F、Q195等鋼材焊制,用作低壓力的流體輸送管材
b、螺旋縫高頻焊接鋼管 螺旋縫高頻焊接鋼管,尚沒統(tǒng)一的產(chǎn)品標(biāo)準(zhǔn),一般采用普通碳素鋼Q235、Q235F等鋼材制造。
固一話:0510-83076068 賀部長(賀慶鎮(zhèn))主管 固二話:0510-83076658 孫經(jīng)理 固三話:0510-83079997 李經(jīng)理
固四話:0510-83079993 賀經(jīng)理 固五話:0510-83079994 高經(jīng)理 傳真:0510-83079997 自動寫賀經(jīng)理收
手機(jī):189 0152 2222 (總經(jīng)理) 手機(jī):133 3878 6068 賀部長( 廠長) 手機(jī):133 8220 6068 孫經(jīng)理(開單處) 手機(jī):13373661878 高經(jīng)理(倉庫)
地址:無錫市-惠山區(qū)-錢橋鎮(zhèn)-(西章工業(yè)園-惠澄大道77號)百利源鋼管廠
無錫百利源鋼管有限公司 版權(quán)所有 管理
更多標(biāo)簽:Q345B焊管 (126)焊管 (120)低合金焊管 (112)焊接鋼管 (103)Q235B焊管 (96)焊管廠 (85)焊管廠家 (75)焊接鋼管廠 (67)低合金焊管廠家 (33)Q235B焊接鋼管 (33) 更多